

无需繁琐的文字描述,观看我们的视频,让管声测管热销产品产品一览无余!
以下是:管声测管热销产品的图文介绍

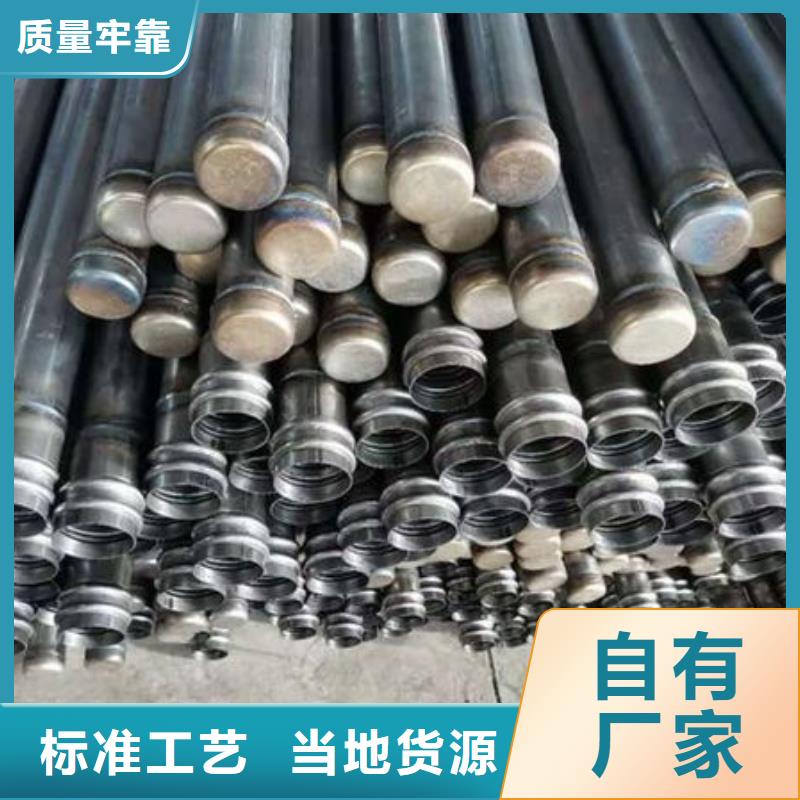
基于以上情况,我们通过相应的理论计算和大量的工程实践,高强双密封液压声测管。 高强双密封液压声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将声测管的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了声测管的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。 高强双密封液压声测管的优点主要是充分考虑到声测管在使用中所涉及的各种要素,从各方面达到国内乃至的性能。


直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。焊管



宝益德钢管(灵丘县分公司)不仅在发 声测管市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。


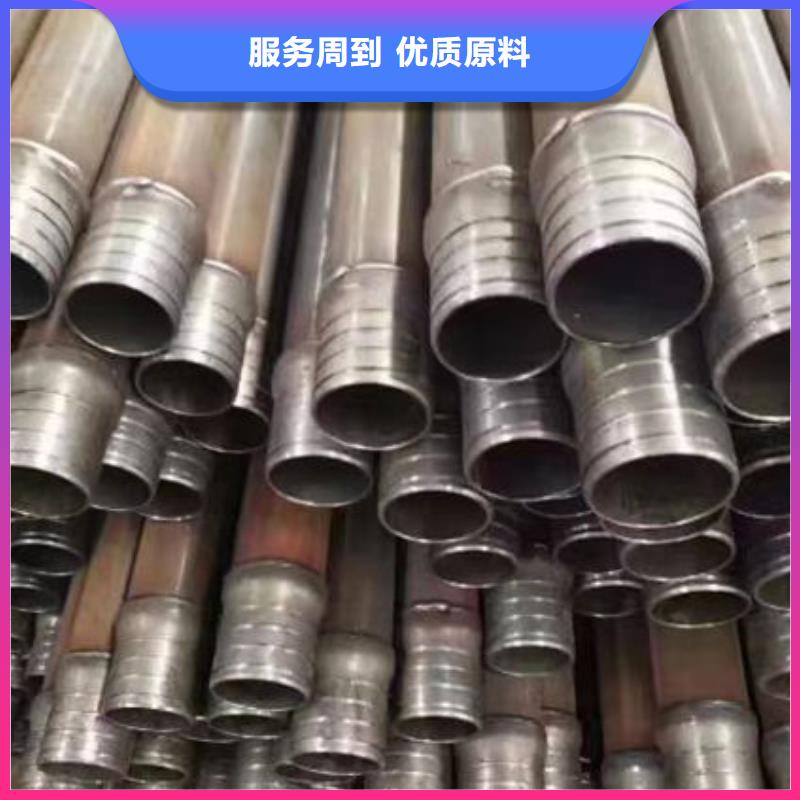
声测管的按照 a)钢管的套接;b)波纹管的套接 1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布 埋置布置 布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。 一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。 声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。



